

Kirjoittaja: Weibo
Päivämäärä: Jun 15, 2026
Kumpi on parempi kartiomainen tai yhdensuuntainen kaksoisruuviekstruuderi?
Kun valitset kartiomaisen ja rinnakkaisen kaksoisruuviekstruuderin välillä, vastaus riippuu käyttökohteesta. Jäykän PVC-, PVC-profiilien, putkien ja puu-muovikomposiittien käsittelyyn kartiomainen kaksoisruuvi ekstruuderi on yleensä edullinen ratkaisu ylivoimaisen lähtöpaineen, syöttöalueen itsepuhdistuvan ja kompaktin hidaskäyntisen rakenteen ansiosta. Rinnakkaiset kaksoisruuviekstruuderit tarjoavat etuja yhdistämisessä, reaktiivisessa suulakepuristuksessa ja erittäin täytetyssä masterbatch-tuotannossa, jossa pidemmät ruuvin L/D-suhteet ja modulaarinen ruuvirakenne ovat etusijalla. Tämä artikkeli keskittyy kartiomaiseen kaksoisruuviin ja selittää perusteellisesti, miksi se toimii niin hyvin monenlaisissa termoplastisten ekstruusiotehtävissä.
Kartiomainen kaksoisruuvipiippujärjestelmä määritellään kahdella toisiinsa kytkeytyvällä ruuvilla, jotka kapenevat suuresta halkaisijasta syöttöpäässä pienempään halkaisijaan poistopäässä. Tämä geometria luo luonnollisen puristusvyöhykkeen, joka rakentaa sulapaineen tehokkaasti turvautumatta pelkästään ruuvin nopeuteen. Tulos on alhaisemmat käyttölämpötilat, pienempi leikkausjännitys ja hellävaraisempi materiaalikäsittely verrattuna nopeisiin rinnakkaisjärjestelmiin, mikä tekee kartiomaisesta rakenteesta ihanteellisen lämpöherkille materiaaleille, kuten jäykille PVC- ja puukuitukomposiiteille.
Zhoushan Microwave Ruuvi Machinery Co., Ltd. valmistaa kartiomaisia kaksoisruuveja monenlaisilla halkaisijasuhteilla, mukaan lukien 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/141, 8, 80/143, 8 mm. Jokainen koko on saatavana räätälöityillä puristussuhteilla, jotka on räätälöity tiettyjen polymeerikoostumusten ja tuotteen geometrioiden mukaan. Yritys on valmistanut tarkkuusruuvipiippukomponentteja vuodesta 1990 ja vienyt markkinoille muun muassa Yhdysvaltoihin, Saksaan, Dubaihin, Vietnamiin ja Thaimaahan.
Tuotekuvaus: Kartiomainen kaksoisruuvi suunnittelu ja materiaalit
Kartiomaisen kaksoisruuvin mekaaninen suorituskyky on erottamaton materiaalista, josta se on valmistettu, ja sen valmistuksen tarkkuudesta. Zhoushan Mikroaaltokäyttöön 38CrMoALA seosterästä sen kartiomaisten kaksoisruuvien pohjamateriaalina. Tämä nitrauslaatuinen teräs tunnetaan laajalti muovikoneteollisuudessa sen erinomaisesta ytimen sitkeyden ja pinnan kovuuden yhdistelmästä typpikäsittelyn jälkeen.
Nitrausprosessin jälkeen ruuvin pinta saavuttaa kovuuden HV 950-1000 , jonka nitraussyvyys on 0,45-0,7 mm. Haurausluokitus pidetään tasolla 1 tai sen alapuolella, mikä estää mikrohalkeilun syklisessä kuormituksessa. Pinnan karheus pidetään Ra 0,4:ssä, mikä vähentää sulatteen ja ruuvikanavan välistä kitkaa, mikä pienentää energiahävikkiä ja parantaa ekstrudoitujen tuotteiden pintakäsittelyä. Ruuvin suoruustoleranssi on 0,015 mm, mikä varmistaa tasaisen pyörimisen käyttönopeuksilla ilman tärinän aiheuttamaa piipun kulumista.
Lisävarusteena käyttökohteisiin, joissa vaaditaan vieläkin korkeampaa kulutuskestävyyttä kaksiseosinen kova pintakerros, jonka kovuus on 60-70 HRC voidaan soveltaa. Lisäksi kromipinnoitusvaihe nitrauksen jälkeen lisää 0,05-0,10 mm paksuisen kerroksen, jonka kovuus ylittää 900 HV. Tämä kromikerros suojaa korroosiolta aggressiivisia polymeerejä, kuten kloorattua PVC:tä ja palonestoaineita, jotka sisältävät halogenoituja lisäaineita, vastaan.
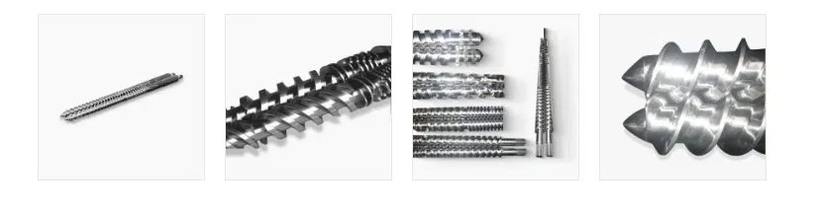
Zhoushan Microwave Screw Machinery Co., Ltd.:n valmistamat kartiomaiset kaksoisruuvituotteet – yksittäiset ruuvit, rinnakkaiset kaksoisruuvit ja kartiomaiset kaksoisruuvisarjat, jotka on esitetty poikkileikkauksen lentoyksityiskohtien yhteydessä.
| Parametri | Erittely | Merkitys |
|---|---|---|
| Pohjamateriaali | 38CrMoALA | Korkealaatuinen nitrausteräs, erinomainen ytimen sitkeys |
| Typpikovuus | HV 950-1000 | Ylivoimainen kulutuskestävyys ruuvilentojen yhteydessä |
| Typpisyvyys | 0,45 - 0,70 mm | Riittävästi kovettunut kerros ilman haurausriskiä |
| Pinnan karheus | Ra 0,4 | Matala kitka, tasainen sulavirta, puhdas tuotteen pinta |
| Ruuvin suoruus | 0,015 mm | Estää tärinää, vähentää tynnyrin kulumista |
| Kromipinnoitteen paksuus | 0,05 - 0,10 mm | Korroosiosuoja halogenoiduille polymeereille |
| Kromin kovuus | 900 HV min. | Pidentynyt käyttöikä hankaavissa olosuhteissa |
| Kaksiseosvaihtoehto | 60-70 HRC | Suurin kulutuskestävyys täytetyille tai hankaaville yhdisteille |
Kaksoisruuviekstruuderin toimintaperiaate: miten kartiomainen rakenne toimii
Kaksiruuviekstruuderin toimintaperiaatteen ymmärtäminen on välttämätöntä oikean laitteiston valinnassa ja prosessiparametrien optimoinnissa. Kartiomaisessa kaksoisruuviekstruuderissa kaksi yhdessä tai vastakkain pyörivää ruuvia asennetaan yhteensopivan kartiomaisen tynnyrin sisään. Ruuvit osuvat toisiinsa luoden positiivisen kuljetusliikkeen, joka siirtää materiaalia syöttösuppilosta suulaketta kohti.
Halkaisijaltaan suuri syöttövyöhyke tarjoaa runsaan imutilavuuden, jolloin kone pystyy käsittelemään isoja rakeita, jauheita ja huonosti virtaavia PVC-kuivasekoituksia. Kun materiaali liikkuu halkaisijaltaan pienempää purkauspäätä kohti, kanavan syvyys pienenee ja käytettävissä oleva poikkileikkausala kapenee, jolloin syntyy puristuspainetta ilman liian suuria ruuvinopeuksia . Tämä hidas käyntinopeus ja suuri vääntömomentti on kartiomaisen kaksoisruuvirakenteen ominaisuus ja myötävaikuttaa suoraan sulatuslämpötilan hallintaan ja energiatehokkuuteen.
Kartiomaisen kaksoisruuvin leikkauslämmitys jakautuu pidemmälle teholliselle pituudelle suhteessa poiston halkaisijaan, mikä antaa lämpöenergialle enemmän aikaa tasaantua koko sulatteen läpi ennen kuin se saavuttaa suulakkeen. Kiinnittyvä lentogeometria luo myös itsepyyhkivän toiminnan, joka poistaa jatkuvasti materiaalia ruuvin pinnoilta ja estää paikallisia ylikuumenemis- tai hajoamistaskuja. Tämä on erityisen tärkeää käsiteltäessä PVC:tä, joka alkaa hajota ja värjäytyä yli 200 celsiusasteen lämpötiloissa.
Isometrinen kaavio kartiomaisesta kaksoisruuvijärjestelmästä. D1 tarkoittaa suurta syöttöpään halkaisijaa ja D2 pienempää poistopään halkaisijaa. Kapeneva geometria synnyttää progressiivisen puristuksen ruuvin pituudella.
Yllä oleva kaksoisruuviekstruuderin kaavio havainnollistaa, kuinka kartiomainen geometria luo sisäänrakennetun puristussuhteen syöttöaukosta suutinpäähän. Koska halkaisijaltaan suuri pää tarjoaa leveän kanavan jauheseosten ja rakeiden vastaanottamista varten, yksiruuvikoneissa yleiset syöttöongelmat ovat suurelta osin eliminoituneet. Halkaisijaltaan pieni ulostulopää tuottaa tasaisen sulapaineen suuttimeen minimaalisella pulsaatiolla, mikä on kriittistä mittavakaiden profiilien ja putkien tuottamiseksi.
Kartiomainen vs rinnakkainen kaksoisruuvi: Suora tekninen vertailu
Kysymykseen, kumpi on parempi - kartiomainen vai rinnakkainen kaksoisruuviekstruuderi - ei ole yhtä yleispätevää vastausta, mutta tekniset erot ovat hyvin määriteltyjä ja voivat ohjata päätöstä. Alla olevassa taulukossa on yhteenveto tärkeimmistä parametreista, jotka perustuvat julkaistuihin alan viittauksiin, mukaan lukien Rauwendaal C., "Polymer Extrusion", 5. painos, ja tärkeimpien OEM-teknisten tiedotteiden tietoihin.
| Parametri | Kartiomainen kaksoisruuvi | Rinnakkais kaksoisruuvi |
|---|---|---|
| Tyypillinen L/D-suhde | 6:1 - 9:1 (suuren pään perusta) | 28:1 - 52:1 |
| Ruuvin nopeus (rpm) | 20-50 rpm (matala nopeus) | 100-600 rpm (suuri nopeus) |
| Ensisijaiset sovellukset | PVC-putki, profiilit, WPC | Sekoittaminen, masterbatch, reaktiivinen ekstruusio |
| Vetovaihteiston monimutkaisuus | Alempi (ruuvit poikkeavat suuresta päästä) | Korkeampi (rinnakkaiskeskiöt, monimutkainen vaihdelaatikko) |
| Sulalämpötilan säätö | Erinomainen (pieni leikkausvoima) | Kohtalainen tai korkea leikkauslämpö |
| Itsepyyhkäisytoiminto | Hyvä | Hyvä (co-rotating type) |
| Modulaariset ruuvisegmentit | Ei vakio | Vakioominaisuus |
| Puristussuhteen joustavuus | Useita kiinteitä suhteita ruuvivalinnalla | Modulaarisen segmentin uudelleenjärjestelyn kautta |
PVC-ikkunaprofiilien tuotannossa useimmat koneenrakentajat ympäri maailmaa käyttävät oletuksena kartiomaista kaksoisruuvipiippujärjestelmää, koska alhainen ruuvin nopeus (tyypillisesti 20–45 rpm) minimoi kitkalämmön muodostumisen ja suuri syöttöpää voi niellä löyhästi pakatun PVC-kuivasekoitusjauheen ilman siltoja. 200 - 800 kg/h tehot ovat saavutettavissa halkaisijan valinnasta riippuen, joka kattaa koko valikoiman pieniprofiilisista ekstruudereista suuriin putkilinjoihin.
Kartiomainen kaksoisruuvikoot ja halkaisijasuhteen valinta
Oikeiden kartiomaisten kaksoisruuvikokojen valitseminen on yksi tärkeimmistä päätöksistä ekstruuderin määrittelyssä. Halkaisijasuhde - joka ilmaistaan pienen pään halkaisijana jaettuna suuren pään halkaisijalla - määrittää suoraan vääntömomentin kapasiteetin, ulostulonopeuden ja ruuvin puristuskäyttäytymisen. Suurempi suuren pään halkaisija sieppaa enemmän materiaalia kierrosta kohden ja mahtuu isompiin syöttöaineisiin, kun taas suurempi pienen pään halkaisija tuottaa suuremman sulatemäärän tietyllä paineella.
Zhoushan Microwave tarjoaa seuraavat vakiohalkaisijasuhteet: 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 ja 92/188 mm . Jokainen kokoonpano sovitetaan tiettyyn kartiomaiseen piippuun, jossa on täydentävä porausgeometria. Koot 80/158 ja 92/188 sopivat suuritehoisiin putkien suulakepuristuslinjoihin, kun taas koot 45/90 ja 50/105 ovat yleisesti käytössä pienissä profiileissa ja ikkunatiivisteissä. Puristussuhteet räätälöidään asiakkaan kaavan mukaan ottamaan huomioon bulkkitiheyserot PVC-kuivasekoitustyyppien välillä, puujauhopitoisuus WPC:ssä ja lisäainekuormitukset teknisissä hartsiyhdisteissä.
Tämä vaakasuuntainen pylväskaavio vertaa eri kartiomaisten kaksoisruuvin halkaisijakokoonpanojen likimääräisiä maksimitehoja, kun käsitellään jäykkää PVC:tä putkien tuotantoa varten. Suuremmat halkaisijasuhteet, kuten 92/188 ja 80/158, tuottavat huomattavasti suuremman suorituskyvyn, mikä tekee niistä suositellun valinnan suurivolyymeille putkien suulakepuristuslinjoille. Koot 65/132 ja 55/100 ovat keskitasoa ja sopivat keskikokoiseen profiilien ja putkien tuotantoon. Pienemmät koot 45/90 ja 50/105 sopivat hyvin kapeisiin profiileihin, ikkunatiivisteisiin ja erikoisseosrakeistukseen. Tuotosluvut ovat suuntaa-antavia ja vaihtelevat ruuvin rakenteen, koostumuksen ja käyttöolosuhteiden mukaan. Tiedot on koottu teollisuuden referensseistä ja koneenrakentajien teknisestä dokumentaatiosta.
Sovellukset: joissa kartiomaiset kaksoisruuvit tuottavat tasaisia tuloksia
Kartiomainen kaksoisruuviputkijärjestelmä on osoittanut luotettavaa suorituskykyä useissa polymeerinkäsittelysovelluksissa. Merkittävin kaupallinen käyttö on tuotannossa jäykät PVC-profiilit ikkunoiden karmeihin, ovien karmeihin ja sivuraideihin , jossa tasainen sulan homogeenisuus ja vakaa ekstruusiopaine ovat edellytyksiä mittatoleranssien saavuttamiselle 0,1 mm:n sisällä. Näissä sovelluksissa alhainen ruuvin nopeus ja itsepyyhkivä ruuvin geometria estävät PVC:n hajoamisen, ja tiukasti säädelty sulamislämpötila varmistaa tasaisen värikehityksen tuotantosarjoilla.
PVC-putkien tuotanto vesihuoltoa, viemäröintiä ja sähköjohtoja varten edustaa toista suuria määriä sovelluksia. Putkien suulakepuristuksessa kartiomainen kaksoisruuviekstruuderi syöttää putkisuuttimeen erittäin tasalaatuista sulaa paineissa tyypillisesti välillä 15-30 MPa, mikä mahdollistaa seinämän paksuuden vaihtelun pitämisen spesifikaatioiden sisällä useiden kilometrien pituuksilla. Yhdistelmä energiatehokas hidas toiminta ja korkea lähtöpaine tekee kartiomaisesta rakenteesta taloudellisesti houkuttelevan jatkuvassa putkituotannossa.
Puu-muovikomposiittiekstruusio on kasvava sovellus, jossa kartiomaisella kaksoisruuvilla on erityisiä etuja. WPC-yhdisteet sisältävät 40-70 painoprosenttia puujauhoa tai riisinkuorta, mikä tekee niistä erittäin hankaavia. Halkaisijaltaan suuri syöttövyöhyke käsittelee hyvin puu-jauhoseosten pientä bulkkitiheyttä, ja valinnainen kaksoiseos tai Xaloy-vastaava kovapintainen ruuvi tarjoaa tarvittavan kulutuskestävyyden. WPC-kansi-, aita- ja verhousprofiilit valmistetaan rutiininomaisesti kartiomaisilla kaksoisruuviekstruudereilla, jotka on varustettu alavirran kalibrointi- ja jäähdytyspöydillä.
- PVC window profiles and door profiles -- Korkea mittatarkkuus, vakaa sulamislämpötila
- PVC water supply and drainage pipes -- Jatkuva korkean paineen tuotanto, tiukka seinän toleranssi
- Wood-plastic composites (WPC) -- Käsittelee tehokkaasti hankaavia, matalatiheyksisiä sekoituksia
- PP, PE, ABS granulation and sheet -- Hellävarainen sulakäsittely säilyttää materiaalin ominaisuudet
- Foam PVC and foamed profiles -- Hallittu leikkaus, joka sopii kemiallisiin vaahdotusaineisiin
- Electrical conduit and cable ducting -- Tasainen seinämän paksuus pitkien tuotantoajojen aikana
Energiatehokkuus ja prosessin vakaus: tietoihin perustuva suorituskykyanalyysi
Ominaisenergiankulutus (SEC) on yksi tärkeimmistä taloudellisista mittareista arvioitaessa jatkuvan tuotannon ekstruusiolaitteita. Se ilmaistaan kilowattitunteina tuotantokiloa kohden ja vaikuttaa suoraan sekä käyttökustannuksiin että tuotantolinjan hiilijalanjälkeen. Tyypillisesti jäykällä PVC:llä toimivat kartiomaiset kaksoisruuviekstruuderit saavuttavat SEC values of 0.12 to 0.22 kWh/kg , verrattuna 0,18–0,35 kWh/kg nopeiden rinnakkaisten kaksoisruuvikokoonpanojen samaan materiaaliin, julkaistujen vertailevien kokeiden mukaan, joihin viitataan alan kirjallisuudessa, mukaan lukien KraussMaffei Berstorffin tekniset paperit ja SPE ANTEC -menettelyt.
Kartiomaisen rakenteen alempi SEC heijastaa kartiomaisen geometrian tehokkuutta moottorin vääntömomentin muuntamisessa sulapaineeksi ilman liiallista ruuvin nopeutta. Koska ruuvin nopeus on alhainen (usein alle 40 rpm), laakerien kuormitukset ja vaihteiston kulumisasteet vähenevät, mikä pidentää mekaanista käyttöikää ja alentaa huoltotiheyttä. Myös sulatteen lämpöstabiilisuus on parempi: sulatteen lämpötilan vaihtelu muotin poikkileikkauksessa pysyy tyypillisesti plus-miinus 2-4 celsiusasteessa hyvin hoidetulla kartiomaisella kaksoisruuvilinjalla, kun taas saman yhdisteen rinnakkaiset kaksoisruuvilinjat voivat vaihdella 5-10 celsiusastetta muotin huulessa.
Sarakekaavio, jossa verrataan keskimääräistä ominaisenergiankulutusta kolmelle yleiselle PVC-ekstruusiokokoonpanolle. Kartiomainen, vastakkaiseen suuntaan pyörivä kaksoisruuvirakenne osoittaa alhaisimman keskimääräisen SEC:n, noin 0,17 kWh/kg, mikä edustaa merkittäviä säästöjä verrattuna nopeisiin rinnakkaisiin kaksoisruuvivaihtoehtoihin jatkuvassa tuotannossa. Yhden ruuvin konfiguraatiolla on väliasema, koska positiivista kuljetusta ei ole ja sulapaineen rakentamiseen vaaditaan suurempia ruuvinopeuksia. Nämä arvot ovat edustavia alan keskiarvoja, jotka on otettu julkaistusta kirjallisuudesta ja koneenvalmistajien dokumentaatiosta; Todellinen suorituskyky riippuu koostumuksesta, ruuvin rakenteesta ja käyttöolosuhteista. Alempi SEC tarkoittaa suoraan alentuneita sähkökustannuksia tuotetonnia kohden, mikä parantaa suurten volyymien PVC-ekstruusiota.
Ruuvien kuluminen ja käyttöikä: Kovuuden viivakaavio vs. käyttötunnit
Kartiomaisen kaksoisruuvin käyttöikä riippuu sen materiaalispesifikaatiosta, pintakäsittelystä ja sen käsittelemien yhdisteiden hankaavuudesta. Muoviprosessoreista kerättyjen pitkäaikaisten käyttötietojen perusteella asianmukaisesti määritelty ja huollettu kartiomainen kaksoisruuvi, joka toimii tavallisella jäykällä PVC:llä, voi ylläpitää tehokkaat lentovälykset (tynnyristä ruuviin) suunnittelutoleranssien puitteissa. 8,000 to 12,000 hours of operation . Ruuvit, joissa on paljon täytettyjä WPC- tai kalsiumkarbonaattia sisältäviä yhdisteitä, saattavat vaatia kunnostusta tai vaihtamista 4 000 - 6 000 tunnin kuluttua.
Alla oleva kaavio havainnollistaa käsitteellistä suhdetta ruuvin lentokärjen tehokkaan pintakovuuden ja kumulatiivisten käyttötuntien välillä kolmella käsittelytasolla: vakionitrattu, nitrattu ja kromipinnoitettu ja kaksoiseoskovapintainen. Tämä suhde on tärkeä huoltoaikataulujen suunnittelussa ja sen ymmärtämisessä, milloin ruuvin vaihto on tarpeen tuotteen laadun ylläpitämiseksi.
Tämä viivakaavio havainnollistaa käsitteellisiä kovuuden säilytyskäyriä kolmelle pintakäsittelytasolle, joita sovelletaan kartiomaisiin kaksoisruuveihin 10 000 tunnin käyttöiän aikana. Kaksiseoksinen kovapintainen ruuvi säilyttää korkeimman tehokkaan kovuuden koko käyttöikänsä ajan, joten se on ensisijainen valinta hankaaviin sovelluksiin, kuten WPC ja täytetyt PVC-yhdisteet. Nitrattu ja kromattu kokoonpano tarjoaa erinomaisen tasapainon alkuperäisen kovuuden ja pitkäikäisyyden välillä tavallisissa jäykissä PVC-sovelluksissa. Normaali nitridikäyrä näyttää jyrkempää laskua 4 000 tunnin jälkeen, mikä osoittaa pisteen, jossa lentovarat voivat alkaa vaikuttaa tuotteen laatuun. Nämä suuntaukset perustuvat yleisiin materiaalitieteen periaatteisiin ja alan toimintakokemukseen; todelliset kulumisnopeudet riippuvat yhdisteen hankaavuudesta, ruuvin nopeudesta, piipun lämpötilasta ja huoltokäytännöistä. Säännöllinen mittatarkastus 2 000 tunnin välein on suositeltavaa kulumisen havaitsemiseksi ennen kuin se vaikuttaa tuotteen spesifikaatioihin.
Tutkavertailu: kartiomainen kaksoisruuvi vs rinnakkainen kaksoisruuvi vs yksi ruuvi
Tutkakaavio tarjoaa hyödyllisen moniulotteisen kuvan siitä, kuinka ekstruuderityypit vertailevat keskeisiä suorituskykykriteereitä, jotka ovat tärkeitä teollisessa polymeerinkäsittelyssä. Alla olevat viisi akselia edustavat lähtöpaineen muodostusta, sulatteen lämpötilan säätöä, syötteen käsittelyn monipuolisuutta, energiatehokkuutta ja ruuvin käyttöikää. Jokainen pisteytetään asteikolla 1-10 julkaistujen teknisten vertailuarvojen ja alan konsensuksen perusteella.
Tutkakaavio paljastaa, että kartiomaisen kaksoisruuvikokoonpanon pisteet ovat korkeimmat neljällä viidestä suorituskykyakselista, kun se on arvioitu erityisesti jäykän PVC-putkien ja profiilien suulakepuristamiseen. Lähtöpaineen muodostus saa arvosanaksi 9/10, mikä kuvastaa kartiomaisen rakenteen luontaista kykyä rakentaa korkea sulapaine alhaisilla ruuvinopeuksilla. Sulalämpötilan säätö saa myös 9, mikä vastaa hellävaraista, vähän leikkausta vaativaa käsittelyä, joka minimoi PVC:n hajoamisriskin. Rehun käsittely saa arvosanan 8, mikä tunnustaa suurihalkaisijaisen syöttöalueen tehokkuuden PVC-kuivasekoitusjauheella. Rinnakkainen kaksoisruuvi saa korkeammat arvosanat vain sovelluksissa, joissa sen modulaarista sekoitusmahdollisuutta arvostetaan, mikä selittää sen hallitsevan aseman masterbatch- ja reaktiivisten suulakepuristusten markkinoilla. Yksittäinen ruuvi näyttää tasapainoisimman mutta erottumattoman profiilin, mikä vahvistaa sen roolin yleiskäyttöisenä ratkaisuna sovelluksen kannalta optimoidun ratkaisun sijaan.
Älykkäät valvonta- ja lämpötilansäätöominaisuudet
Nykyaikaiset kartiomaiset kaksoisruuviekstruuderijärjestelmät sisältävät yhä enemmän reaaliaikaista valvontaa ja älykkäitä ohjausominaisuuksia, jotka parantavat prosessin vakautta ja mahdollistavat ennakoivan huollon. Zhoushan Microwave tarjoaa valinnaisen edistyneen lämpötilan säätöjärjestelmän, joka valvoo tynnyrialueen lämpötiloja useissa kohdissa ruuvin pituudella, jolloin käyttäjä voi ylläpitää tarkat sulamislämpötilaprofiilit, jotka on räätälöity kullekin polymeerikoostumukselle. Tämä on erityisen tärkeää jäykän PVC:n tapauksessa jopa 10 celsiusasteen lämpötilapoikkeamat optimaalisen käsittelyikkunan yläpuolella voivat laukaista peruuttamattoman hajoamisen .
Älykkäät valvontajärjestelmät seuraavat ruuvin nopeutta, taajuusmuuttajan kuormitusvirtaa, suulakepään sulatuspainetta ja tynnyrialueen lämpötiloja samanaikaisesti ja näyttävät kaikki parametrit kosketusnäytön käyttöliittymässä. Kullekin parametrille voidaan konfiguroida hälytyskynnykset varoittamaan käyttäjiä, ennen kuin prosessipoikkeama johtaa tuote- tai laitevaurioon. Etävalvontatoiminnon avulla prosessiinsinöörit voivat tarkastella käynnissä olevia tietoja ulkopuolelta, ja vikadiagnostiikkalokit mahdollistavat prosessin keskeytysten perussyyanalyysin ilman, että huoltoteknikon on oltava fyysisesti paikalla.
Digitaalisen valvonnan integrointi kartiomaisen kaksoisruuvipiippujärjestelmän vakiintuneen mekaanisen luotettavuuden kanssa luo alustan, joka tukee Industry 4.0 manufacturing goals , mukaan lukien jäljitettävyys, tilastollinen prosessinhallinta ja energianhallinta. Laadusta ja tehokkuudesta kilpaileville suuria määriä valmistaville PVC-putkien ja -profiilien tuottajille nämä ominaisuudet edustavat merkittävää toiminnallista etua instrumentoimattomiin ekstruuderikokoonpanoihin verrattuna.
Tietoja Zhoushan Microwave Screw Machinery Co., Ltd:stä
Zhoushan Microwave Screw Machinery Co., Ltd. on ammattimainen kiinalainen ruuvipiippujen valmistaja ja ruuviekstruuderin tehdas, jolla on yli 10 000 neliömetriä tuotantopaja and more than 60 employees. Perustamisestaan vuonna 1990 lähtien yritys on sitoutunut muovikoneiden tuotantoon ja tutkimukseen, samalla kun se esittelee ulkomaista ruuvikoneteknologiaa ja valmistustekniikoita. Yritys toimii monipuolisena, laajamittaisena ammattimaisena tuotantopohjana, joka yhdistää tarkkuusruuvipiippuja ja mekaanista käsittelyä keskittyen huippuluokan markkinoille.
Zhoushan Microwaven tuotteita viedään Yhdysvaltoihin, Saksaan, Dubaihin, Vietnamiin, Thaimaahan ja muille markkinoille. Yhtiö on solminut kiinteät kumppanuussuhteet useiden muovin tuotanto- ja rakennuskoneiden valmistajien kanssa, toimien tärkeänä ruuvipiippukomponenttien toimittajana Kiinassa. Tuotevalikoimaan kuuluvat WB-WE-sarjan planeettaruuvit, planeettatynnyrit ja planeettaekstruuderit; SJS-sarjan kartiomaiset kaksoisruuvit, kaksoistynnyrit ja kaksoisruuvi muovipuristimet; ja SJ-sarjan yksiruuvit, yksitynnyrit ja yksiruuviset muovipuristimet. Yritys noudattaa uskottavuuden ja palvelun periaatteita ja on sitoutunut tarjoamaan asiakkailleen korkealaatuisia tuotteita kilpailukykyiseen hintaan .
Usein kysyttyjä kysymyksiä kartiomaisista kaksoisruuviekstruudereista
Q1. Mikä on kartiomaisen kaksoisruuvin tärkein etu verrattuna yhteen ruuviin PVC-käsittelyssä?
Kartiomainen kaksoisruuvi tarjoaa positiivisen kuljetusliikkeen ja itsepyyhkivän yhteenliittyvän geometrian, jota yksi ruuvi ei voi toistaa. Jäykässä PVC-kuivasekoituksessa halkaisijaltaan suuri syöttövyöhyke imee jauhetta tehokkaasti, kun taas alhainen ruuvin nopeus ja jakautunut leikkaus estävät lämpöhajoamisen. Yksittäiset ruuvit vaativat suurempia nopeuksia saavuttaakseen saman lähtöpaineen, tuottavat enemmän lämpöä ja vaikeuttavat huomattavasti PVC:n jatkuvaa käsittelyä.
Q2. Kuinka valitsen oikeat kartiomaiset kaksoisruuvikoot tuotantolinjalleni?
Ruuvin koon valinta riippuu vaaditusta tehosta, prosessoitavasta polymeeristä ja suuttimen geometriasta. Yleisohjeena on, että 45/90 ja 50/105 kokoonpanot sopivat alle 250 kg/h tehoille ja kapeaprofiilisovelluksiin, kun taas kokoja 80/158 ja 92/188 käytetään suurireikäisiin putkiin ja suuritehoisiin yli 500 kg/h tuotantolinjoihin. Zhoushan Microwave -insinöörit voivat neuvoa puristussuhteen valinnassa tietyn koostumuksen ja tuotespesifikaatioiden perusteella.
Q3. Mitä materiaaleja voidaan käsitellä kartiomaisessa kaksoisruuviekstruuderissa?
Kartiomainen kaksoisruuvipiippujärjestelmä käsittelee laajaa valikoimaa kestomuoveja, mukaan lukien jäykkä PVC, joustava PVC, PP, PE, ABS ja puu-muovikomposiitit. Se sopii erityisen hyvin lämpöherkille polymeereille, joissa alhainen ruuvin nopeus ja hallittu leikkaus ovat tärkeitä. Erittäin täytetyille tai reaktiivisille yhdisteille, jotka vaativat pitkän viipymisajan ja modulaarisia sekoitusosia, rinnakkainen kaksoisruuvikokoonpano voi olla sopivampi.
Q4. Kuinka kauan nitrattu kartiomainen kaksoisruuvi tyypillisesti kestää?
Tavallinen nitrattu ruuviprosessointi jäykkä PVC toimii tyypillisesti hyväksyttävissä lennon välystoleransseissa 8 000 - 12 000 tuntia. Ruuvit, joissa käytetään hankaavia yhdisteitä, kuten puu-muovikomposiitteja tai kalsiumkarbonaatilla täytettyjä formulaatioita, saattavat vaatia kunnostusta 4 000 - 6 000 tunnin kuluttua. Nitridoidun ja kromatun tai kaksiseosseoksen kovapintaisen spesifikaation valitseminen pidentää käyttöikää huomattavasti, erityisesti hankaavissa sovelluksissa, ja vähentää suunniteltujen huoltoseisokkien tiheyttä.
Q5. Voidaanko kartiomaisia kaksoisruuveja käyttää yhdessä pyörivässä kokoonpanossa?
Kartiomaiset kaksoisruuvit konfiguroidaan yleisimmin vastakkaiseen pyörimistilaan, mikä on optimaalinen PVC-putkien, -profiilien ja WPC-ekstruusiota varten. Vastakkain pyörivä geometria tuottaa korkean poistopaineen tehokkaasti ja tarjoaa vahvan positiivisen kuljetuksen syöttövyöhykkeeltä. Jotkut erikoismallit sallivat yhteispyörimisen, mutta kartiomaisen kaksoisruuvin hallitseva kaupallinen sovellus on vastakkaiseen suuntaan pyörivä suulakepuristus, jossa sen suorituskykyedut vaihtoehtoisiin malleihin verrattuna ovat selkeimpiä.
Q6. Mitä kartiomaisen kaksoisruuvin puristussuhde tarkoittaa käytännössä?
Puristussuhde kuvaa syöttökanavan tilavuuden suhdetta pituusyksikköä kohti mittauskanavan tilavuuteen pituusyksikköä kohti. Korkeampi puristussuhde lisää materiaalille tehtävää puristustyötä sen kulkiessa syötöstä poistoon, mikä on hyödyllistä irtojauheseosten tiivistämisessä, mutta voi tuottaa ylimääräistä lämpöä jo valmiiksi tiiviissä materiaaleissa. Zhoushan Microwave mukauttaa puristussuhteet vastaamaan kunkin asiakkaan tietyn koostumuksen bulkkitiheyttä ja käsittelykäyttäytymistä, mikä varmistaa tehokkaan toiminnan ilman tarpeetonta lämpökuormitusta.
Valittu laakerinäyttö










 浙公网安备 33090202000520 号
浙公网安备 33090202000520 号 